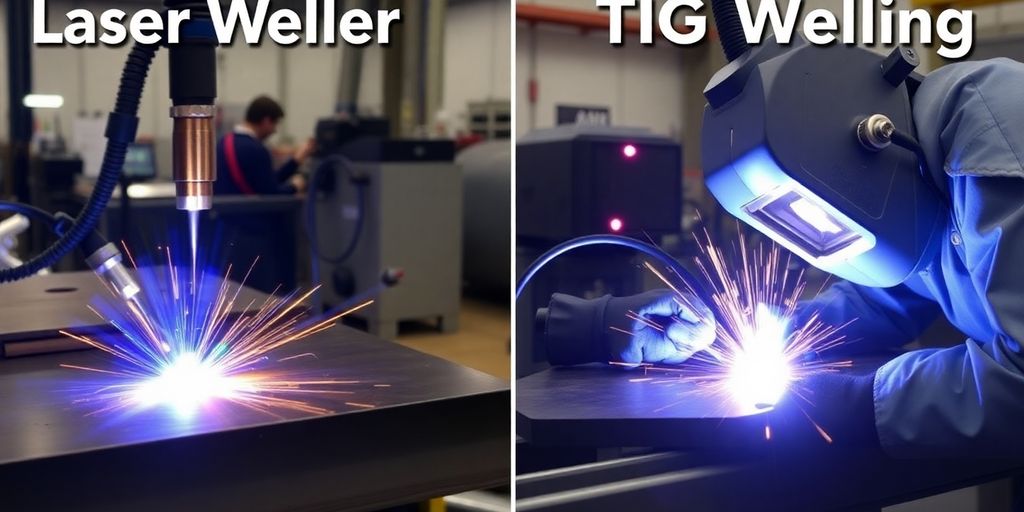
Laser welding VS TIG welding , speically in Shop fitting manufacturing
Table of Contents
When it comes to welding, especially in shop fitting manufacturing, two methods often come up: laser welding and TIG welding. Each method has its own strengths and weaknesses, making them suitable for different applications. In this article, we’ll break down both techniques, compare their efficiency, costs, and quality, and help you figure out which one might be the best fit for your needs.
Key Takeaways
- Laser welding is faster and ideal for high-volume production.
- TIG welding offers excellent control and is better for detailed work.
- Initial costs for laser welding equipment are significantly higher than for TIG welding.
- Laser welding produces narrow, deep welds with less heat distortion.
- TIG welding creates aesthetically pleasing welds, often described as a “stack of dimes.”
- Training for TIG welding is more extensive compared to laser welding.
- Material compatibility varies; TIG is better for thicker materials, while laser works well for thin sheets.
- Both methods have unique applications in shop fitting, depending on production needs.
Understanding Laser Welding Technology
Principles of Laser Welding
Laser welding is a fusion process that uses a laser beam to melt and join materials together. The process involves focusing a high-energy laser beam onto a small spot, which rapidly heats the material and forms a weld. The precision of the laser allows for narrow, deep welds with minimal heat input. This is achieved through concentrated energy application, resulting in minimal thermal distortion. The laser can operate in two modes: conduction mode for superior surface finish and deep penetration mode for maximum structural strength.
Types of Lasers Used
Several types of lasers are used in welding, each with its own characteristics and applications. Common types include:
- CO2 lasers: These are among the oldest and most established types, known for their high power and efficiency.
- Nd:YAG lasers: These lasers offer good beam quality and are suitable for a wide range of materials.
- Fiber lasers: Fiber lasers are becoming increasingly popular due to their high beam quality, efficiency, and flexibility. They are well-suited for automated systems.
The choice of laser depends on factors such as the material being welded, the desired weld characteristics, and the production volume.
Applications in Shop Fitting
Laser welding is finding increasing applications in shop fitting manufacturing. Its precision and minimal heat input make it ideal for joining thin materials and creating aesthetically pleasing welds. Applications include:
- Welding of metal frames and structures
- Joining of decorative panels and trims
- Fabrication of custom fixtures and displays
Advantages of Laser Welding
There are many advantages of laser welding over traditional methods. Some of the key benefits include:
- High precision and accuracy
- Minimal heat input and distortion
- High welding speeds
- Ability to weld dissimilar metals
- Aesthetically pleasing welds
Laser welding is much faster and more versatile than traditional welding methods. The laser energy provides consistent energy to the weld spot. This means excellent speed, thermal control, and seam quality. Voids and pockets are eliminated and secondary finishing is unnecessary.
Limitations of Laser Welding
Despite its advantages, laser welding also has some limitations. These include:
- High initial equipment costs
- Limited penetration depth compared to some other welding methods
- Potential for porosity in certain materials
- Requirement for precise joint fit-up
Future Trends in Laser Welding
The future of laser welding looks promising, with ongoing advancements in technology and increasing adoption across various industries. Some key trends include:
- Development of higher power and more efficient lasers
- Integration of automation and robotics
- Use of AI and machine learning for process control
- Expanding applications in new materials and industries
These advancements are expected to further enhance laser welding efficiency in fabrication and make it an even more attractive option for a wide range of applications.
Exploring TIG Welding Techniques
Tungsten Inert Gas (TIG) welding is a process known for its precision and ability to produce high-quality welds. It’s a versatile technique used across various industries, especially where aesthetics and weld integrity are paramount. Let’s take a closer look at what makes TIG welding tick.
Fundamentals of TIG Welding
TIG welding, also known as Gas Tungsten Arc Welding (GTAW), uses a non-consumable tungsten electrode to create the weld. The process involves shielding the weld area with an inert gas, typically argon, to protect it from atmospheric contamination. This shielding gas is crucial for preventing oxidation and ensuring a clean weld. The welder controls the heat input by using a foot pedal or hand control, allowing for precise control over the welding process. TIG welding can be performed with or without filler metal, depending on the application.
Equipment and Setup
Setting up for TIG welding requires specific equipment. This includes:
- A power source capable of delivering stable and controlled current.
- A TIG torch to hold the tungsten electrode and deliver shielding gas.
- A supply of inert gas, usually argon, with a regulator and flow meter.
- Tungsten electrodes of the appropriate type and size for the material being welded.
- A foot pedal or hand control for adjusting the welding current.
Proper grounding is also essential for safety and weld quality. The equipment needs to be well-maintained to ensure consistent performance. The power source is a critical component.
Common Applications in Manufacturing
TIG welding is used in a wide range of TIG welding applications in manufacturing, including:
- Aerospace components where high-strength and lightweight welds are needed.
- Automotive parts, such as exhaust systems and chassis components.
- Medical devices that require precise and sanitary welds.
- High-end consumer goods where aesthetics are important.
- Welding thin materials or intricate shapes with ultimate accuracy.
TIG welding is particularly well-suited for welding dissimilar metals and for applications where precise control over the weld is required. Its ability to produce clean, high-quality welds with minimal spatter makes it a preferred choice in many industries.
Benefits of TIG Welding
TIG welding offers several advantages:
- High weld quality with excellent control over the welding process.
- Ability to weld a wide range of metals, including aluminum, stainless steel, and titanium.
- Clean welds with minimal spatter and distortion.
- Suitable for welding thin materials and intricate shapes.
- Precise cuts because it allows you to have complete control over the heat, speed, and angle at which materials are welded.
Challenges Faced with TIG Welding
Despite its advantages, TIG welding also presents some challenges:
- It is a slower process compared to other welding methods like MIG welding.
- It requires a high level of skill and training to master.
- It can be more expensive due to the cost of equipment and shielding gas.
- It is not well-suited for welding thick materials or large structures.
Training Requirements for TIG Welders
Becoming a proficient TIG welder requires extensive training and practice. Welders need to develop skills in:
- Torch manipulation and control.
- Filler metal addition techniques.
- Reading and interpreting welding symbols and blueprints.
- Understanding the properties of different metals and alloys.
- Troubleshooting common welding problems.
Formal training programs and certifications are available to help welders develop these skills. The certification and standards are important for professional welders.
Comparative Analysis of Welding Speeds
Speed of Laser Welding
Laser welding is known for its high speed. It can be significantly faster than traditional methods like TIG welding. Laser welding achieves this by concentrating a high-energy beam onto a small area, melting the material quickly. This rapid melting and joining process translates to faster production times, especially in automated settings. Laser welding can be 3 to 10 times faster than TIG welding, and even more so when dealing with certain materials or applications.
Speed of TIG Welding
TIG welding, on the other hand, is a slower, more deliberate process. It requires a skilled operator to manually feed the filler metal and control the arc. While TIG welding offers excellent control and precision, its manual nature inherently limits its speed. TIG welding typically operates at speeds of 20-40 inches per minute. This slower speed makes it better suited for smaller projects or applications where weld quality and aesthetics are paramount.
Impact on Production Efficiency
The difference in welding speeds has a significant impact on production efficiency. Laser welding’s speed advantage translates to higher throughput and reduced labor costs. For high-volume production runs, laser welding can dramatically decrease lead times and increase the number of parts produced per hour. TIG welding, with its slower speed, is often more suitable for low-volume or custom fabrication where precision and appearance are more important than speed.
Choosing the Right Speed for Applications
Selecting the appropriate welding speed depends on the specific application and project requirements. Factors to consider include the material type, thickness, weld quality requirements, and production volume. For example, in shop fitting manufacturing, where large quantities of similar components may be needed, laser welding’s speed advantage can be a major benefit. However, for intricate or highly visible welds, TIG welding’s control and precision may be preferred, even if it means sacrificing some speed.
Speed vs Quality Considerations
While speed is an important factor, it should not come at the expense of weld quality. It’s important to strike a balance between speed and quality to ensure that the final product meets the required standards. In some cases, a slower welding speed may be necessary to achieve the desired weld quality, especially when working with sensitive materials or complex geometries. Both laser and TIG welding can produce high-quality welds, but the optimal speed will vary depending on the specific application.
Case Studies in Speed Comparison
Consider a case study involving the production of metal display racks. Using TIG welding, each rack might take 90 minutes to complete. Switching to laser welding could reduce that time to just 10 minutes per rack. This dramatic reduction in production time can significantly increase overall efficiency and reduce manufacturing costs. Another example is in aluminum enclosure manufacturing, where laser welding reduced production time from 4 hours to just 18 minutes. These case studies highlight the potential benefits of laser welding in terms of speed and efficiency.
Choosing between laser and TIG welding involves weighing the importance of speed against factors like weld quality, material compatibility, and operator skill. Laser welding excels in high-speed applications, while TIG welding offers greater control and precision for more intricate work.
Cost Considerations in Welding Methods
Initial Equipment Costs
When comparing laser and TIG welding, the initial investment is a significant factor. TIG welding equipment typically has a lower entry cost. You can get started with a decent TIG setup for a reasonable price, making it accessible for smaller shops or individual fabricators. Laser welding systems, on the other hand, require a much larger upfront investment. Industrial-grade laser welders can cost significantly more than even advanced TIG setups. This higher cost is due to the complex technology involved, including the laser source, beam delivery system, and sophisticated control systems.
Operational Costs Over Time
While the initial cost might favor TIG welding, operational costs tell a different story. Laser welding often has lower long-term operational costs. This is because laser welding is more efficient, has less material waste, and requires less post-weld cleanup. TIG welding, while versatile, can be more labor-intensive and consume more materials like tungsten electrodes and filler rods. Power consumption is another factor; laser welding, especially with newer fiber lasers, can be more energy-efficient than older TIG setups.
Cost-Effectiveness in High Volume Production
For high-volume production, laser welding often proves to be more cost-effective. The speed and automation capabilities of laser welding can significantly reduce production time and labor costs per part. While the initial investment is high, the increased throughput and reduced material waste can lead to a quicker return on investment. TIG welding, being a more manual process, is generally better suited for smaller production runs or specialized applications where precision and aesthetics are paramount.
Budgeting for Shop Fitting Projects
When budgeting for shop fitting projects, it’s important to consider the specific requirements of each job. If the project involves a large number of identical welds and speed is a priority, laser welding might be the better choice, despite the higher initial cost. However, if the project involves a variety of materials, complex geometries, and requires a high degree of manual control, TIG welding might be more appropriate. A detailed cost analysis, including material costs, labor rates, and equipment depreciation, is essential for making an informed decision.
Long-Term Financial Implications
Looking at the long-term financial implications, factors such as equipment maintenance, training costs, and potential for automation need to be considered. Laser welding equipment can have higher maintenance costs due to the complexity of the systems. However, the potential for automation can reduce labor costs and improve consistency. TIG welding, while having lower initial maintenance costs, might require more ongoing training and skill development for operators. Here’s a quick comparison:
- Laser Welding: Higher initial cost, lower operational costs (potentially), higher maintenance, good automation potential.
- TIG Welding: Lower initial cost, higher operational costs (potentially), lower maintenance, limited automation potential.
- MIG Welding: Moderate initial cost, moderate operational costs, moderate maintenance, good automation potential.
Comparative Cost Analysis
A comparative cost analysis should include all relevant factors, such as equipment costs, labor rates, material costs, power consumption, and maintenance expenses. It’s also important to consider the potential for increased production efficiency and reduced material waste. For example, laser welding’s precision can lead to less material waste, which can significantly reduce costs in the long run. Ultimately, the most cost-effective welding method will depend on the specific needs and priorities of the shop fitting business.
Choosing between laser and TIG welding involves a careful evaluation of initial investment, operational expenses, and long-term financial implications. A thorough cost analysis, tailored to the specific needs of the shop fitting project, is essential for making an informed decision.
Weld Quality and Aesthetics
Quality of Laser Welds
Laser welds are known for their precision and strength. The concentrated heat input results in a narrow heat-affected zone, minimizing distortion and preserving the material’s properties. This precision translates to high-quality joints with excellent mechanical properties. Laser welding is often used when a clean, consistent weld is needed. The process is highly repeatable, leading to fewer defects and a more uniform final product. However, achieving this quality requires careful control of parameters and proper material preparation.
Quality of TIG Welds
TIG welds, on the other hand, are often praised for their aesthetic appeal and control. TIG welding allows for precise control over the heat input and filler material, enabling the creation of visually appealing welds. The process is well-suited for welding a variety of materials, including aluminum, stainless steel, and other alloys. However, TIG welding is generally slower than laser welding, and it requires a higher level of operator skill to achieve consistent results. The heat-affected zone in TIG welding is typically larger than in laser welding, which can lead to greater distortion and potential weakening of the material.
Visual Appeal of Welds
The visual appearance of a weld can be a significant factor, especially in shop fitting where aesthetics matter. Laser welds tend to be clean and uniform, with a narrow bead and minimal spatter. This can be advantageous when a sleek, modern look is desired. TIG welds, with their characteristic “stack of dimes” appearance, can offer a more traditional and handcrafted aesthetic. The choice between the two depends largely on the desired look and feel of the final product. For visible joints, the aesthetic quality of the weld becomes even more important.
Surface Finish Differences
Laser welding typically produces a smoother surface finish compared to TIG welding. The focused laser beam melts the material with minimal disturbance, resulting in a clean and consistent weld bead. TIG welding, while capable of producing visually appealing welds, often requires additional post-weld processing to achieve a smooth surface finish. This can include grinding, polishing, or other surface treatments. The need for post-weld processing can add to the overall cost and time required for production.
Impact on Final Product Appearance
The welding method significantly impacts the final product’s appearance. Laser welding’s precision and minimal heat input can help maintain the original shape and dimensions of the components, resulting in a cleaner and more accurate final product. TIG welding, with its greater heat input, can lead to distortion and warping, which may require additional steps to correct. The choice of welding method should be carefully considered based on the desired aesthetic and functional requirements of the final product. For example, in shop fitting, where precision and appearance are critical, laser welding might be preferred for certain applications.
Quality Control Measures
Regardless of the welding method used, quality control measures are essential to ensure the integrity and appearance of the welds. These measures can include visual inspection, non-destructive testing (NDT) methods such as ultrasonic testing or radiography, and destructive testing methods such as tensile testing or bend testing. Implementing a robust quality control program can help identify and address any defects or inconsistencies in the welds, ensuring that the final product meets the required standards. Proper welding equipment maintenance is also crucial for consistent weld quality.
Selecting the right welding method involves balancing weld quality with visual appeal. Laser welding excels in precision and minimal distortion, while TIG welding offers aesthetic control. The choice depends on project needs and desired outcomes.
Here’s a simple comparison table:
| Feature | Laser Welding | TIG Welding |
|---|---|---|
| Weld Appearance | Clean, Uniform | Stack of Dimes |
| Surface Finish | Smooth | Requires Processing |
| Heat Affected Zone | Narrow | Wider |
| Distortion | Minimal | More Likely |
| Skill Level | Lower | Higher |
Consider these points when deciding between laser and TIG welding for shop fitting projects:
- Desired aesthetic of the final product
- Material type and thickness
- Production volume and speed requirements
- Budget constraints and long-term costs
Heat Affected Zones in Welding
Understanding Heat Affected Zones
The heat-affected zone (HAZ) is the area of base material that isn’t melted during welding but has its microstructure and properties altered by the heat. The size and characteristics of the HAZ significantly impact the weld’s overall strength and the material’s integrity. Different materials react differently, and understanding these reactions is key to preventing future failures.
Heat Impact in Laser Welding
Laser welding is known for its highly concentrated heat input. This results in a very small HAZ compared to other welding methods. The rapid heating and cooling cycles minimize the time the surrounding material is exposed to high temperatures, reducing the risk of distortion and changes in material properties. This is a major advantage when considering laser welding for precision applications.
Heat Impact in TIG Welding
TIG welding, while offering excellent control, typically introduces more heat into the base material than laser welding. This leads to a larger HAZ. The slower welding speeds and the broader heat distribution mean that a larger area around the weld is affected by the thermal cycle. This can lead to increased distortion and potential weakening of the material in the HAZ.
Minimizing Distortion
Distortion is a common problem in welding, caused by uneven heating and cooling. To minimize distortion, several strategies can be employed:
- Using heat sinks to draw heat away from the weld area.
- Employing proper clamping techniques to restrain the material.
- Optimizing welding parameters to reduce heat input.
Controlling heat input is crucial. Techniques like pulsed welding can help reduce the average heat input, minimizing the HAZ and subsequent distortion.
Material Properties Alteration
The heat from welding can change the material properties within the HAZ. This can include changes in hardness, tensile strength, and corrosion resistance. The extent of these changes depends on the material, the welding process, and the heat input. For example, some steels may become brittle in the HAZ if not properly heat-treated after welding. Proper material preparation is key.
Best Practices for Heat Management
Effective heat management is essential for producing high-quality welds. Some best practices include:
- Selecting the appropriate welding process for the material and application.
- Using proper joint design to minimize stress concentrations.
- Controlling welding parameters to optimize heat input.
- Implementing pre- and post-weld heat treatments to improve material properties.
Preventing warping is especially crucial for parts where the joint may be visible or subjected to heavy loads. Careful planning and execution are necessary to achieve the desired results.
Material Compatibility in Welding
Choosing the right welding method hinges significantly on the materials being joined. Both laser and TIG welding have their strengths and weaknesses when it comes to different metals and alloys. Understanding these differences is key to achieving strong, high-quality welds, especially in shop fitting manufacturing where diverse materials might be used.
Materials Suitable for Laser Welding
Laser welding shines when working with a variety of materials. It’s particularly effective on stainless steel, carbon steel, aluminum, titanium, and nickel alloys. The concentrated heat input allows for precise welds with minimal distortion on these metals. However, some materials might require specific laser parameters to avoid issues like cracking or porosity. For example, welding aluminum with a laser often requires higher power and careful control of the shielding gas.
Materials Suitable for TIG Welding
TIG welding is known for its versatility and ability to weld a wide range of metals. It excels with stainless steel, aluminum, magnesium, copper alloys, and even dissimilar metals. The precise control offered by TIG makes it a good choice for intricate work and materials that are sensitive to heat. TIG is often preferred for welding thinner materials where precise heat control is essential to prevent burn-through. TIG welding is suitable for tube welding applications.
Challenges with Different Alloys
Certain alloys present unique challenges for both welding methods. For instance, high-carbon steels can be prone to cracking after welding due to the rapid heating and cooling cycles. In such cases, preheating or post-weld heat treatment might be necessary. Aluminum alloys, especially those with high magnesium content, can also be difficult to weld due to their tendency to form a thick oxide layer. This layer needs to be removed or disrupted during welding to ensure proper fusion.
Impact of Material Thickness
Material thickness plays a crucial role in selecting the appropriate welding method. Laser welding is generally better suited for thinner materials, typically up to a few millimeters thick. The focused laser beam can quickly penetrate the material, creating a narrow, deep weld. TIG welding, on the other hand, is more adaptable to a wider range of thicknesses. While it can weld thin materials with precision, it’s also capable of joining thicker sections with the addition of filler metal.
Material Preparation Techniques
Proper material preparation is essential for both laser and TIG welding. This includes cleaning the surfaces to remove any dirt, grease, or oxides. For aluminum, chemical cleaning or wire brushing is often necessary to remove the oxide layer. For steels, removing mill scale or rust is important. The edges of the materials should also be properly aligned and secured to ensure a consistent weld joint. Good preparation minimizes defects and ensures a strong, reliable weld.
Future Material Trends in Welding
The welding industry is constantly evolving with the development of new materials and welding techniques. There’s a growing interest in welding advanced high-strength steels (AHSS) and lightweight alloys like magnesium and titanium. These materials offer improved strength-to-weight ratios, making them attractive for various applications. However, they also present new challenges for welding, requiring specialized techniques and equipment. As these materials become more prevalent, expect to see further advancements in both laser and TIG welding technologies to address these challenges.
The selection of welding method should consider the specific material properties, thickness, and desired weld quality. Both laser and TIG welding offer unique advantages, and the best choice depends on the specific application and requirements.
Here’s a quick comparison table:
| Feature | Laser Welding | TIG Welding |
|---|---|---|
| Material Suitability | Stainless steel, carbon steel, aluminum | Stainless steel, aluminum, copper, magnesium |
| Thickness Range | Thin materials (up to a few mm) | Wider range of thicknesses |
| Heat Input | Low, concentrated | More diffused, controllable |
| Welding Speed | Generally faster | Generally slower |
| Skill Level | Requires specialized training | Requires skilled operator |
Operator Skill Levels and Training
Skill Requirements for Laser Welding
Laser welding, while offering automation benefits, still demands a skilled operator. The operator doesn’t need to be a master welder in the traditional sense, but they must understand the laser system. They need to know how to set parameters, monitor the process, and troubleshoot basic issues. Training focuses on machine operation, safety protocols, and system parameter control. It’s less about the art of welding and more about the science of the machine. The learning curve is generally shorter compared to TIG welding. Small manufacturers report that technical staff can master laser operations within a few hours, producing light-gage material welds.
Skill Requirements for TIG Welding
TIG welding is a different beast altogether. It requires a high degree of manual dexterity and a deep understanding of welding principles. The operator controls the torch, filler metal, and gas flow, all simultaneously. It’s an art form that takes time and practice to master. TIG welding operations demand technical expertise in torch position control systems, gas flow management, electrode configuration, temperature monitoring procedures, and material parameter specifications. Continuous operator development is essential for TIG welding.
Training Programs Available
Both laser and TIG welding have training programs available, but they differ significantly. Laser welding training is often provided by the equipment manufacturer and focuses on the specific machine. TIG welding training is more widely available through vocational schools, community colleges, and apprenticeship programs. These programs cover the fundamentals of welding, metallurgy, and safety. The cost of laser system training can range from $5,000 to $10,000 per technician, while TIG welding training may have lower individual costs but requires continuous development.
Learning Curves for Each Method
The learning curve for laser welding is generally steeper initially, but plateaus relatively quickly. A new operator can often produce acceptable welds within a few days of training. The learning curve for TIG welding is much longer and more gradual. It can take months or even years to become a truly proficient TIG welder. The operator needs to develop a feel for the process and learn how to control the many variables involved. The table below summarizes the differences:
| Feature | Laser Welding | TIG Welding |
|---|---|---|
| Skill Level | Machine Operation | Manual Dexterity |
| Learning Curve | Shorter | Longer |
| Training Focus | System Parameters | Welding Principles |
Operator Experience Impact on Quality
Operator experience has a different impact on weld quality for each method. In laser welding, experienced operators can optimize parameters for different materials and thicknesses, leading to improved weld quality and efficiency. In TIG welding, experience is crucial for producing consistent, high-quality welds. An experienced TIG welder can compensate for variations in material, fit-up, and welding conditions. The quality of TIG welds is highly dependent on the skill and experience of the operator.
Certification and Standards
Certification and standards exist for both laser and TIG welding, but they are more common and well-established for TIG welding. Organizations like the American Welding Society (AWS) offer certifications for TIG welders that demonstrate their competence and knowledge. Laser welding certifications are less common, but some manufacturers offer certifications for their specific equipment. Certification can be important for demonstrating quality and meeting customer requirements.
It’s important to consider the skill levels and training requirements when choosing between laser and TIG welding. Laser welding may be a better choice for high-volume production where consistency is key, while TIG welding may be preferred for applications where high skill and craftsmanship are required.
Production Volume Considerations
High Volume Production with Laser Welding
Laser welding really shines when you’re cranking out a ton of stuff. It’s built for speed and automation, which means you can get more done in less time. Think about it: a 90% time reduction in production? That’s huge! Plus, you can often get away with minimal post-production cleaning, saving even more time and money. The initial investment for laser welding might seem scary (we’re talking $100,000 to $1 million), but the long-term cost benefits can be pretty impressive, especially if you’re dealing with high volumes.
Small Batch Production with TIG Welding
TIG welding is more suited for smaller, customized jobs. It’s not as fast as laser welding, but it offers more control and precision, which is important when you’re working on unique or intricate designs. The initial equipment costs are way lower (think $2,000 to $30,000), making it a more accessible option for smaller shops or projects with limited budgets. TIG welding is economical for small-scale operation capabilities.
Scalability of Each Method
Laser welding is generally more scalable for high-volume production. Once you’ve got the system set up, it’s relatively easy to increase output. TIG welding, on the other hand, can be trickier to scale. It requires more manual labor and skill, so increasing production often means hiring and training more welders.
Flexibility in Production Runs
TIG welding offers greater flexibility in production runs. It’s easier to switch between different materials and designs with TIG welding, while laser welding is often optimized for specific materials and geometries. If you need to make frequent changes to your production line, TIG welding might be the better choice.
Impact on Lead Times
Laser welding can significantly reduce lead times for high-volume orders. The speed and automation of laser welding mean you can get products out the door faster. TIG welding, with its slower pace, typically results in longer lead times, especially for larger orders.
Choosing Based on Production Needs
Choosing between laser and TIG welding really comes down to your specific production needs. If you’re dealing with high volumes and need speed and efficiency, laser welding is the way to go. If you’re working on smaller batches, custom designs, or have a limited budget, TIG welding might be a better fit. Consider the display rack manufacturing basics to make the right choice.
Ultimately, the decision depends on a careful evaluation of your production volume, budget, and quality requirements. There’s no one-size-fits-all answer, so it’s important to weigh the pros and cons of each method before making a decision.
Environmental Impact of Welding Methods
Energy Consumption in Laser Welding
Laser welding generally uses less energy than traditional methods like TIG. This is because the heat is very focused. Less energy waste means a smaller environmental footprint. Laser welding’s efficiency can lead to significant savings on electricity bills, especially in high-volume production settings.
Energy Consumption in TIG Welding
TIG welding, while versatile, tends to consume more energy. The process requires maintaining an arc over a larger area, leading to greater heat dissipation and, consequently, higher energy use. This can translate to increased operational costs and a larger carbon footprint compared to laser welding. Modern industrial welding techniques are becoming more popular because of this.
Waste Generation and Management
Both laser and TIG welding generate waste, but the type and amount differ. TIG welding produces more waste in the form of used electrodes and shielding gas containers. Laser welding, being more precise, often results in less material waste. Proper waste management, including recycling and responsible disposal, is crucial for minimizing the environmental impact of both methods.
Sustainability Practices
To improve sustainability, companies are adopting several practices. These include using renewable energy sources to power welding equipment, implementing efficient ventilation systems to reduce emissions, and choosing eco-friendly shielding gases. Some manufacturers are also exploring ways to recycle welding consumables and reduce overall material waste.
Regulatory Compliance
Welding operations must comply with environmental regulations regarding emissions, waste disposal, and energy consumption. These regulations vary by region and industry, but generally aim to minimize pollution and promote sustainable practices. Staying informed about and adhering to these regulations is essential for responsible welding operations.
Future of Eco-Friendly Welding
The future of welding is trending toward more eco-friendly practices. This includes the development of more energy-efficient equipment, the use of alternative shielding gases with lower global warming potential, and the implementation of closed-loop systems to recycle waste materials. The goal is to minimize the environmental impact of welding while maintaining or improving weld quality and productivity.
Welding is becoming more environmentally conscious. Companies are actively seeking ways to reduce their carbon footprint and minimize waste. This shift is driven by both regulatory pressures and a growing awareness of the importance of sustainability.
Safety Considerations in Welding

Welding, whether it’s laser or TIG, presents a range of safety hazards that demand strict adherence to protocols. Protecting personnel and preventing accidents are paramount. Let’s take a look at the safety landscape.
Safety Protocols for Laser Welding
Laser welding, while precise, introduces unique safety concerns. The intense laser beam poses a significant risk to eyesight and skin. Proper shielding and enclosures are essential to prevent accidental exposure.
- Laser-rated safety glasses are a must.
- Enclosed welding stations minimize beam escape.
- Warning signs should clearly mark laser welding areas.
Safety Protocols for TIG Welding
TIG welding, while more traditional, still requires stringent safety measures. The process generates intense UV radiation and fumes, necessitating protective gear and ventilation. It’s important to understand the TIG welding process to mitigate risks.
- Welding helmets with auto-darkening filters protect against UV radiation.
- Proper ventilation systems remove harmful fumes.
- Flame-resistant clothing shields against burns.
Common Hazards in Each Method
Both laser and TIG welding share some common hazards, though the specifics may differ. Electrical shock, burns, and exposure to fumes are risks present in both processes. It’s important to be aware of these hazards and take steps to mitigate them.
- Electrical hazards from welding equipment.
- Burns from hot materials and spatter.
- Respiratory issues from welding fumes.
Protective Equipment Requirements
Appropriate protective equipment is non-negotiable in welding. This includes everything from eye and face protection to respiratory gear and protective clothing. The right gear can significantly reduce the risk of injury.
- Welding helmets with proper shade settings.
- Flame-resistant gloves and clothing.
- Respirators for fume extraction.
Training for Safety Compliance
Proper training is the cornerstone of welding safety. Welders must be thoroughly trained on the equipment they use, the hazards involved, and the appropriate safety procedures. Training should be ongoing and regularly updated.
- Comprehensive safety training programs.
- Regular refresher courses.
- Certification programs for welders.
Emergency Procedures
Even with the best safety measures in place, accidents can still happen. It’s crucial to have well-defined emergency procedures in place to respond quickly and effectively in the event of an incident. Knowing what to do in an emergency can save lives.
Emergency procedures should include protocols for fire suppression, electrical shock response, and first aid for burns and eye injuries. Regular drills can help ensure that everyone knows what to do in an emergency.
Post-Weld Processing Techniques
Post-Weld Inspection Methods
Post-weld inspection is a critical step in ensuring the integrity and quality of welded joints. It involves a range of techniques to identify any defects or inconsistencies that may compromise the structural integrity of the weld. These methods can range from visual inspections to more advanced non-destructive testing (NDT) techniques.
- Visual Inspection
- Dye Penetrant Testing
- Radiographic Testing (X-ray)
- Ultrasonic Testing
Cleaning and Finishing Welds
After welding, cleaning and finishing are essential to remove any surface contaminants, improve the weld’s appearance, and prepare it for subsequent processes like painting or coating. The choice of cleaning method depends on the type of metal, the welding process used, and the desired finish. For example, laser welding units deliver clean weld surfaces, decreasing post-processing requirements.
- Grinding
- Wire Brushing
- Chemical Cleaning
Surface Treatment Options
Surface treatments are applied to welded components to enhance their corrosion resistance, wear resistance, or aesthetic appeal. These treatments can significantly extend the lifespan of the welded part and improve its performance in specific environments. Selecting the right surface treatment is crucial for optimizing the component’s properties and ensuring its longevity. There are many metal joining techniques comparison to consider.
- Painting
- Powder Coating
- Anodizing
- Galvanizing
Impact on Production Workflow
Post-weld processing can have a significant impact on the overall production workflow. The time and resources required for inspection, cleaning, finishing, and surface treatment can affect production speed and efficiency. Optimizing these processes is essential for minimizing bottlenecks and maximizing throughput.
Streamlining post-weld processing can lead to significant cost savings and improved production efficiency. By carefully selecting the appropriate techniques and implementing efficient workflows, manufacturers can reduce lead times and improve the overall competitiveness of their operations.
Cost of Post-Weld Processing
The cost of post-weld processing can vary widely depending on the techniques used, the size and complexity of the welded component, and the required quality standards. Factors such as labor costs, material costs, and equipment costs all contribute to the overall expense. It’s important to carefully evaluate the cost-effectiveness of different post-weld processing options to minimize expenses without compromising quality.
| Process | Estimated Cost per Unit | Notes |
|---|---|---|
| Visual Inspection | $1 – $5 | Depends on complexity and time required. |
| Grinding | $5 – $20 | Varies with material and amount of material removal. |
| Painting | $10 – $50 | Depends on paint type, number of coats, and surface area. |
| Radiographic Testing | $50 – $200 | Costly but provides detailed internal inspection. |
Best Practices for Quality Assurance
Implementing best practices for quality assurance in post-weld processing is essential for ensuring consistent and reliable results. This includes establishing clear quality standards, training personnel in proper techniques, and regularly monitoring and auditing the processes. By adhering to these best practices, manufacturers can minimize defects, reduce rework, and improve the overall quality of their welded products.
Technological Advancements in Welding
Innovations in Laser Welding Technology
Laser welding has come a long way, and the innovations keep coming. One of the biggest changes is the rise of fiber laser welding, which is now a real stimulus because of the continuous manufacturing advancement and availability of a new generation multi-kilowatt solid-state laser. These lasers are more efficient and can handle a wider range of materials. Also, they are more precise, which means less wasted material and cleaner welds. It’s not just about the lasers themselves; the control systems are getting smarter, too. This allows for real-time adjustments and better monitoring of the welding process.
Advancements in TIG Welding Equipment
TIG welding isn’t standing still either. While it might not be as flashy as laser welding, there have been some solid improvements. One area is in the power supplies. Modern TIG welders have better arc control, which means it’s easier to get consistent welds. There are also new torches that are more comfortable to use and offer better access to tight spots. Plus, some TIG welders now come with advanced features like automated pulse settings, which can help reduce heat input and improve weld quality. TIG welding is still very relevant, especially in construction and food equipment manufacturing.
Automation in Welding Processes
Automation is changing the game for both laser and TIG welding. Robots can now handle a lot of the repetitive tasks, which frees up human welders to focus on more complex jobs. This is especially useful for high-volume production runs. The integration of robots also means more consistent weld quality and fewer errors. However, it’s not just about replacing human welders; it’s about working together. Robots can handle the basic welds, and human welders can take care of the finishing touches and any custom work.
Integration of AI in Welding
AI is starting to make its way into welding, and it has the potential to really shake things up. AI systems can analyze weld data in real-time and make adjustments to the welding parameters. This means better quality control and fewer defects. AI can also help with predictive maintenance, so you can catch problems before they cause downtime. It’s still early days, but AI could eventually automate a lot of the decision-making that goes into welding.
Future Trends in Welding Technology
The future of welding looks bright, with a lot of exciting trends on the horizon. One big trend is the move towards more sustainable welding practices. This means using less energy and generating less waste. There’s also a push for more digitalization, with welding processes becoming more connected and data-driven. And of course, automation and AI will continue to play a bigger role. The economic, safety, and efficiency implications are crucial for industries and professionals adopting this advanced welding technology.
Impact of Technology on Efficiency
All these technological advancements are having a big impact on efficiency. Laser welding, with its speed and precision, is helping manufacturers produce more parts in less time. Automation is reducing labor costs and improving consistency. And AI is optimizing welding processes and preventing defects. The result is lower costs, higher quality, and faster turnaround times. For example, switching to laser welding can reduce the time per unit from 90 minutes to just 10 minutes. This kind of improvement can make a big difference in a competitive market.
Welding is becoming more efficient, more precise, and more sustainable. These changes are being driven by new technologies like fiber lasers, robots, and AI. As these technologies continue to evolve, they will transform the welding industry and make it more competitive.
Industry-Specific Applications
Automotive Industry Applications
In the automotive sector, both laser and TIG welding play distinct roles. Laser welding is frequently employed for high-volume applications like body frame assembly and fuel tank production due to its speed and precision. This method minimizes heat input, reducing distortion in thin materials. TIG welding, on the other hand, is often preferred for custom component finishing and applications requiring greater control over the weld, such as exhaust systems or intricate chassis work.
Aerospace Industry Applications
The aerospace industry relies heavily on welding for its stringent quality and performance requirements. TIG welding is a staple, particularly for space vehicles and thin-walled tubing, where precision and control are paramount. Laser welding is gaining traction in areas like turbine blade production and fuselage section assembly, offering strength optimization and weight reduction. The industry’s demand for high-integrity welds makes both methods essential, each suited to specific materials and geometries.
Construction and Shop Fitting
In construction, TIG welding maintains its position for beam fabrication and column production, especially when dealing with stainless steel components. For shop fitting, laser welding is increasingly used in the production of display racks and other components where speed and aesthetics are important. The ability to create clean, minimal welds makes laser welding ideal for visible structures. TIG welding remains relevant for custom or on-site modifications and repairs.
Medical Device Manufacturing
Medical device manufacturing demands extremely high precision and cleanliness. Laser welding is favored for its ability to join components without material contact or splatter, making it suitable for high-volume applications. TIG welding is used for surgical tool welding and applications requiring sterile surfaces. The choice depends on the specific device, material, and regulatory requirements.
Consumer Goods Production
Consumer goods production utilizes both welding methods depending on the product and scale. Laser welding is often used for high-volume items where speed and consistency are key, such as appliance components or electronic housings. TIG welding is more common in the production of higher-end or custom goods where aesthetics and weld quality are prioritized, like furniture or decorative items. The balance between cost, speed, and appearance dictates the choice.
Custom Fabrication Needs
Custom fabrication often requires a blend of welding techniques to meet diverse project demands. TIG welding is highly valued for its versatility and control, making it suitable for intricate designs and various materials. Laser welding can be incorporated for specific tasks where speed and precision are needed, such as creating complex joints or working with delicate materials. The fabricator’s skill and equipment determine the optimal approach for each project.
The selection of a welding method in custom fabrication is influenced by factors such as material type, design complexity, and desired aesthetic. Experienced fabricators often combine both laser and TIG welding to achieve the best results, leveraging the strengths of each technique.
Welding Method Selection Criteria
Factors Influencing Method Choice
Choosing between laser and TIG welding for shop fitting welding methods involves several considerations. It’s not just about picking the ‘best’ method, but rather the most suitable one for a specific project. Factors include the type of material, the required weld quality, production volume, and budget. Each project has unique demands that will tilt the scales towards one method or the other.
Cost vs Quality Trade-offs
There’s often a direct relationship between cost and quality in welding. Laser welding, while offering high precision and speed, comes with a significant initial investment. TIG welding, on the other hand, is more budget-friendly upfront but may require more time and skilled labor to achieve comparable results. The decision often boils down to whether the project prioritizes cost savings or superior weld quality. For example, welding stainless steel might require TIG for aesthetic reasons, even if laser is faster.
Production Speed Requirements
Speed is a critical factor, especially for large-scale production. Laser welding is significantly faster than TIG welding, making it ideal for high-volume manufacturing. However, for smaller batches or custom projects, the speed advantage of laser welding may not justify the higher initial cost. TIG welding’s slower pace allows for greater control and precision, which can be beneficial for intricate designs.
Material Considerations
Not all materials are created equal, and some are better suited for one welding method over another. Laser welding excels with materials that have high thermal conductivity, while TIG welding is more versatile and can handle a wider range of metals, including aluminum and stainless steel. The material’s thickness and composition also play a role in determining the optimal welding method.
Operator Skill Availability
The skill level of available welders is a crucial consideration. TIG welding requires highly skilled and experienced operators to achieve consistent, high-quality welds. Laser welding, while still requiring training, has a shorter learning curve and can be operated effectively by less experienced welders. This can be a significant advantage in areas where skilled TIG welders are scarce or expensive.
Long-Term Business Goals
Finally, the choice of welding method should align with the company’s long-term business goals. If the goal is to increase production volume and reduce labor costs, laser welding may be the better choice. If the focus is on custom fabrication and high-quality welds, TIG welding may be more appropriate. It’s important to consider the long-term implications of each method on the company’s profitability and competitiveness.
Selecting the right welding method is a strategic decision that requires careful consideration of various factors. There is no one-size-fits-all answer, and the optimal choice will depend on the specific needs and priorities of each project and business.
Here’s a quick summary:
- Material type and thickness
- Desired weld quality and aesthetics
- Production volume and speed requirements
Customer Preferences and Market Trends
Understanding Customer Needs
Understanding what customers want is super important. It’s not just about making something; it’s about making something people actually need or desire. For shop fitting, this means understanding the kind of shopping experience customers are looking for. Are they after a modern, minimalist vibe, or something more traditional and cozy? Do they want easy navigation, or are they drawn to visually appealing displays? Knowing these things helps manufacturers tailor their welding and fabrication processes to meet those specific demands. It’s about aligning the technical aspects of welding with the overall customer experience.
Market Demand for Weld Quality
The market increasingly demands high-quality welds. Customers notice the details. A clean, strong weld can be the difference between a product that looks professional and one that looks cheap. This is especially true in shop fitting, where aesthetics play a big role. Think about it: exposed welds on a display case or shelving unit are immediately visible. If they’re sloppy, it reflects poorly on the entire store. So, the demand for quality welds isn’t just about structural integrity; it’s also about creating a positive impression. This drives the need for skilled welders and advanced techniques like laser welding that offer superior precision.
Trends in Custom Fabrication
Custom fabrication is becoming more popular. Instead of settling for standard, off-the-shelf solutions, businesses want shop fittings that are tailored to their specific needs and brand identity. This trend has a big impact on welding. It means that manufacturers need to be flexible and adaptable, able to handle a wide range of materials, designs, and welding techniques. It also means that skills in TIG welding, which is great for intricate work, are more valuable than ever. The ability to create unique, custom pieces is a major selling point in today’s market.
Consumer Preferences in Aesthetics
Consumers care about how things look. In shop fitting, aesthetics can make or break a sale. A well-designed store environment encourages customers to browse, spend more time, and ultimately, make purchases. Welding plays a role in this. The type of weld, the finish, and the overall appearance of the fabricated components all contribute to the store’s aesthetic. For example, a smooth, seamless weld might be preferred for a high-end boutique, while a more industrial look might be suitable for a hardware store. Understanding these preferences helps manufacturers choose the right welding methods and finishing techniques.
Impact of Branding on Welding Choices
Branding influences welding choices more than you might think. A company’s brand identity often dictates the overall look and feel of its retail spaces. This, in turn, affects the types of materials used, the design of the shop fittings, and the welding techniques employed. For example, a brand that emphasizes sustainability might opt for materials that are easy to recycle and welding processes that minimize waste. A brand that wants a sleek, modern look might choose laser welding for its clean lines and minimal heat distortion. So, branding isn’t just about logos and colors; it’s about every aspect of the customer experience, including the welding that goes into creating the physical space.
Welding choices are increasingly influenced by branding, sustainability goals, and aesthetic preferences. Manufacturers must adapt to meet these evolving demands, ensuring that welding processes align with the overall brand identity and customer expectations.
Future Market Predictions
Looking ahead, the market for welding in shop fitting is likely to become even more demanding. Customers will continue to expect higher quality, more customization, and greater attention to detail. This means that manufacturers will need to invest in advanced welding technologies, like automated systems and robotic welding, to improve efficiency and precision. They’ll also need to focus on training and developing skilled welders who can handle complex projects and meet the ever-changing needs of the market. The future of welding in shop fitting is all about innovation, adaptability, and a commitment to exceeding customer expectations. There will be a need for shop shelves and other related items.
Comparative Case Studies
Case Study: Laser Welding in Action
Laser welding shines in scenarios demanding speed and precision. Consider a high-volume production line for customized shop display products. A company switched from TIG to laser welding and saw a significant boost in output. The key was the laser’s ability to create clean, narrow welds quickly, reducing the need for extensive post-weld processing. This resulted in lower labor costs and faster turnaround times.
Case Study: TIG Welding Success
TIG welding excels where aesthetics and control are paramount. A custom fabrication shop specializing in intricate metal art pieces found TIG welding indispensable. The process allowed for precise heat control and the creation of visually appealing welds, often described as having a “stack of dimes” appearance. While slower than laser welding, the superior control over the weld pool and the ability to add filler material precisely made TIG the preferred choice for achieving the desired artistic effect.
Comparative Analysis of Outcomes
Comparing the two methods reveals distinct advantages and disadvantages. Laser welding offers speed and automation, ideal for high-volume production. TIG welding provides greater control and aesthetic appeal, suitable for custom work and intricate designs. The choice depends heavily on the specific application and the desired outcome.
| Feature | Laser Welding | TIG Welding |
|---|---|---|
| Speed | High | Moderate |
| Precision | Very High | High |
| Aesthetics | Clean, Minimal | Stack of Dimes |
| Heat Affected Zone | Small | Larger |
| Automation | Easily Automated | More Manual |
Lessons Learned from Each Method
From these case studies, it’s clear that no single welding method is universally superior. Laser welding is a game-changer for high-volume, automated processes where speed and minimal distortion are critical. TIG welding remains the go-to choice for applications requiring exceptional control, aesthetic welds, and the ability to work with a wider range of materials and thicknesses. Understanding the strengths and weaknesses of each method is essential for making informed decisions.
Industry Feedback and Insights
Industry experts emphasize the importance of considering the specific needs of each project when selecting a welding method. Factors such as material type, production volume, budget constraints, and desired weld quality all play a role. Some companies are even exploring hybrid approaches, combining laser and TIG welding to leverage the benefits of both.
The decision between laser and TIG welding should be based on a thorough analysis of the project requirements and the capabilities of each method. It’s not about which method is “better,” but rather which method is best suited for the task at hand.
Future Directions Based on Case Studies
Looking ahead, the future of welding likely involves increased automation, the integration of AI, and the development of new materials and techniques. As technology advances, both laser and TIG welding will continue to evolve, offering even greater capabilities and versatility. The key will be to stay informed about these advancements and to adapt welding processes to meet the changing needs of the industry. For example, advancements in TIG welding equipment are making the process more efficient.
Global Trends in Welding Technology
Emerging Markets for Welding
The welding industry is seeing growth in emerging markets, particularly in Asia-Pacific and South America. This expansion is fueled by increased infrastructure development, automotive production, and manufacturing activities in these regions. Companies are looking to capitalize on these opportunities by establishing local operations or expanding their existing presence. This also means more competition and a need for companies to adapt to local market conditions and regulations. It’s a pretty exciting time for the industry, with lots of potential for growth and innovation. The demand for quality metal welding is rising in these areas.
Global Standards and Regulations
Welding operations are increasingly subject to global standards and regulations, particularly concerning safety and environmental impact. Organizations like the International Organization for Standardization (ISO) and the American Welding Society (AWS) play a key role in setting these benchmarks. Compliance with these standards is becoming essential for companies that want to compete in the global market. It’s not just about meeting legal requirements; it’s also about demonstrating a commitment to quality and sustainability. This can be a challenge, especially for smaller companies, but it’s a necessary step for long-term success.
Impact of Globalization on Welding
Globalization has significantly impacted the welding industry, leading to increased competition, the need for greater efficiency, and the adoption of advanced technologies. Companies are now sourcing materials and components from around the world, and they need to be able to weld a wider range of materials and alloys. This has driven the demand for more versatile and adaptable welding equipment and processes. It’s also led to a greater emphasis on training and certification to ensure that welders have the skills needed to meet these challenges. The rise of global supply chains has really changed the game.
Trends in Automation and Robotics
Automation and robotics are transforming the welding industry, offering the potential to increase productivity, improve quality, and reduce costs. Robotic welding systems are becoming more sophisticated and easier to program, making them accessible to a wider range of companies. These systems can perform repetitive tasks with greater precision and consistency than human welders, and they can also work in hazardous environments. However, the adoption of automation also raises concerns about job displacement and the need for workers to acquire new skills. It’s a complex issue with both opportunities and challenges.
Future of Welding in a Global Context
The future of welding in a global context looks bright, with continued growth expected in emerging markets and ongoing technological advancements. The industry will likely see greater adoption of automation and robotics, as well as the development of new welding processes and materials. Sustainability will also become an increasingly important consideration, with companies looking for ways to reduce their environmental impact. To stay competitive, companies will need to invest in training, technology, and innovation. It’s a dynamic and ever-changing field, and those who adapt will be the ones who succeed. Welding is becoming more efficient.
Cross-Industry Innovations
Innovations in welding are increasingly driven by cross-industry collaboration and the transfer of technologies from other sectors. For example, advancements in laser technology, originally developed for medical and telecommunications applications, are now being used in laser welding. Similarly, developments in robotics and artificial intelligence are being applied to automate and optimize welding processes. This cross-pollination of ideas and technologies is accelerating the pace of innovation and leading to new and unexpected applications for welding. It’s a really exciting time to be in the industry, with so much potential for new discoveries and breakthroughs.
The welding industry is undergoing a period of rapid change, driven by globalization, technological advancements, and increasing demands for quality and sustainability. Companies that embrace these changes and invest in innovation will be well-positioned to succeed in the global market.
Welding Equipment Maintenance
Maintenance for Laser Welding Equipment
Laser welding equipment, while offering precision and speed, requires specialized maintenance. Regular maintenance is crucial for optimal performance and longevity. This includes:
- Optical cleaning operations to maintain beam quality.
- System calibration to ensure accuracy.
- Component replacement, such as diodes or lenses, as needed.
Laser system maintenance contracts often specify around 10% of the equipment’s annual cost. Ignoring these needs can lead to significant downtime and expensive repairs. It’s important to keep a log of all maintenance performed on the laser welding equipment.
Maintenance for TIG Welding Equipment
TIG welding equipment, while generally more robust than laser systems, still needs regular attention. Basic maintenance procedures include:
- Electrode replacement, as tungsten electrodes erode over time.
- Gas system verification to ensure proper shielding gas flow.
- Torch maintenance, including cleaning and inspection of components.
Regular checks of the gas supply system are essential to prevent contamination and ensure weld quality. Proper maintenance extends the operational lifespan of the equipment and prevents production delays.
Common Issues and Solutions
Both laser and TIG welding equipment can experience common issues. For laser welding, these might include beam misalignment or diode failure. For TIG welding, common problems include gas leaks or torch damage. Here’s a quick look at some solutions:
| Issue | Laser Welding Solution | TIG Welding Solution |
|---|---|---|
| Beam Misalignment | Recalibrate the system using manufacturer’s instructions | N/A |
| Diode Failure | Replace the diode module | N/A |
| Gas Leaks | Inspect and replace gas lines and fittings | Inspect and replace gas lines and fittings |
| Torch Damage | Replace damaged torch components | Replace damaged torch components |
| Electrode Contamination | Clean or replace the electrode | Clean or replace the electrode |
Impact of Maintenance on Performance
Consistent maintenance directly impacts the performance of welding equipment. Well-maintained equipment produces higher quality welds, reduces downtime, and extends the lifespan of the machine. Neglecting maintenance can lead to:
- Reduced weld quality
- Increased downtime
- Higher repair costs
- Shorter equipment lifespan
Regular maintenance prevents equipment failure and ensures consistent production. Cost reduction data consistently shows the benefits of investing in proactive maintenance.
Best Practices for Equipment Longevity
To maximize the lifespan of welding equipment, consider these best practices:
- Follow the manufacturer’s recommended maintenance schedule.
- Train operators on proper equipment handling and care.
- Keep the equipment clean and free of debris.
- Regularly inspect and replace worn parts.
- Store equipment properly when not in use.
Cost Implications of Poor Maintenance
Poor maintenance can lead to significant cost increases. Emergency repairs can range from $2,000 to $10,000 per incident. Furthermore, downtime can disrupt production schedules and lead to lost revenue. Investing in regular maintenance is a cost-effective way to protect your investment and ensure the durability of shop fittings.
Taking care of your welding equipment is super important. Regular maintenance helps keep your tools in good shape and ensures they work well when you need them. Simple tasks like cleaning, checking for damage, and replacing worn parts can make a big difference. Don’t wait until something breaks! For more tips on how to maintain your welding gear, visit our website today!
Final Thoughts on Laser Welding vs. TIG Welding in Shop Fitting
In the end, choosing between laser welding and TIG welding really comes down to what you need for your shop fitting projects. Laser welding is super fast and great for high-volume work, but it comes with a hefty price tag. On the other hand, TIG welding is more affordable and gives you that classic look, but it can be slower and requires skilled operators. If you’re working on custom pieces or smaller batches, TIG might be the way to go. But if speed and efficiency are your top priorities, laser welding could be worth the investment. Each method has its pros and cons, so it’s all about finding the right fit for your specific needs.
Frequently Asked Questions
What is the speed difference between laser welding and TIG welding?
Laser welding is much faster than TIG welding. It can be 3 to 10 times quicker, making it great for large projects.
How do the costs of laser welding and TIG welding compare?
Laser welding machines are more expensive, costing between $100,000 to $1 million, while TIG welding equipment ranges from $2,000 to $30,000.
Which welding method creates better-looking welds for display racks?
Both methods can make high-quality welds, but laser welding gives narrow, deep welds, while TIG welding creates a nice ‘stack of dimes’ look.
What training is needed for laser welding compared to TIG welding?
TIG welding needs more training and practice to master. Laser welding is easier to learn, and many can start making good welds quickly.
Which welding method is better for small production runs?
TIG welding is usually better for smaller projects because it costs less to set up and is more flexible for custom work.
How does the heat affect the materials in laser and TIG welding?
Laser welding produces less heat, which means less distortion in the material. TIG welding can create more heat, which may change the material properties.
What materials can be welded using laser and TIG methods?
Laser welding works well on many materials, while TIG welding is best for stainless steel and thin metals.
What skills do operators need for laser and TIG welding?
Laser welding operators need less experience to start, while TIG welders should have more skills and training to achieve high-quality results.
How do production volumes affect the choice between laser and TIG welding?
Laser welding is ideal for high-volume production, while TIG welding is better for smaller batches due to its lower setup costs.
What is the environmental impact of laser and TIG welding?
Laser welding uses less energy and creates less waste compared to TIG welding, making it more eco-friendly.
What safety measures are needed for laser and TIG welding?
Both methods have safety protocols, but laser welding requires special precautions due to the intense light and heat.
What post-weld processing is required for laser and TIG welds?
Laser welds usually need less cleanup, while TIG welds may require more finishing work to achieve a clean look.