Laser welding technology delivers welding speeds 10 times faster than TIG welding methods for display rack production. Laser welding vs TIG welding selection affects manufacturing efficiency and cost management directly. Laser welding systems provide exact precision control and reduced heat effects during high-volume production runs. TIG welding equipment offers material flexibility at lower costs.
The equipment cost difference stands significant. Laser welding machines cost up to $1 million. TIG welding systems require maximum $30,000 investment. Display rack manufacturers must evaluate speed requirements against budget constraints. Production volume determines the suitable technology choice.
The welding method choice impacts:
- Production speed capabilities
- Initial equipment investment
- Material handling flexibility
- Manufacturing precision
- Heat distortion control
This technical comparison examines welding performance data, helping manufacturers select equipment based on production requirements and volume targets.
Display Rack Production Basics
Display rack manufacturing requires material selection based on durability, esthetics, and cost factors [9]. Metal materials provide primary construction options. Stainless steel, aluminum, and titanium deliver superior strength and temperature resistance properties [9].
Common Display Rack Materials
Metal display racks provide durability through multiple configurations:
- Wire displays
- Grid systems
- Rolling units [9]
Powder coating application enhances surface protection and visual appeal [9].
Additional material options serve market requirements:
- Wood: Classic appearance, reliable structure for boutique stores [9]
- Acrylic: Light weight, transparent design options [9]
- PVC Foam: Weather-resistant finish, indoor-outdoor usage [9]
Key Production Requirements
Engineering expertise ensures proper material handling and layout control [9]. Technical staff utilize precision cutting, welding, assembly methods for consistent production quality [9].
Production quality depends on:
- Wire gage specifications
- Material composition selection
- Surface finish requirements [9]
High-quality American steel materials ensure product durability [9].
Quality control procedures maintain production standards [9]. Technical staff perform:
- Welding joint inspection
- Structure testing
- Finish quality verification [9]
Proper material preparation and precise parameter settings determine welding success. Welding method selection affects:
- Production efficiency
- Joint quality
- Metal thickness handling [9]
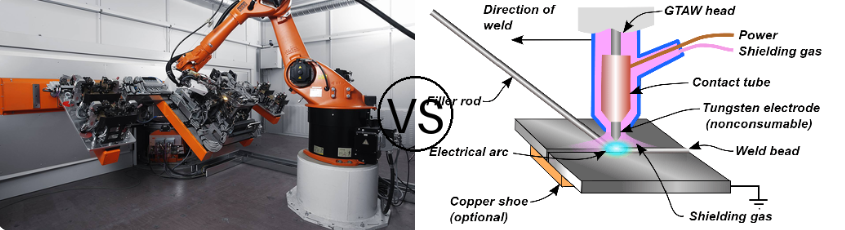
Understanding TIG Welding Process
TIG welding technology uses non-consumable tungsten electrode systems. The electrode creates electric arc contact with workpiece materials [9].
TIG Meaning and Basic Operation
TIG process requires argon gas shielding for electrode and weld puddle protection [9]. Tungsten electrode generates precise metal-melting arc patterns [9]. Foot pedal systems provide welding current control capabilities [9].
Equipment Setup for Display Racks
TIG welding systems demand specific components:
- Power Source: Precise amperage control units [9]
- Tungsten Electrode: 3,400°C melting point capacity [9]
- Welding Torch: Electrode housing, gas delivery system [9]
- Foot Pedal: Amperage adjustment control [9]
- Gas Supply System: Argon/helium delivery unit [9]
Equipment costs range USD 4,000 to USD 11,000 [9]. Display rack production requires material cleaning procedures for weld quality [9].
Welding Parameters for Different Materials
Material specifications determine parameter requirements. Aluminum welding needs AC power, 100% argon gas systems [9]. Standard calculations show 1 amp per 0.001 inch material thickness. Quarter-inch filet welds require 250-amp machines [9].
Steel materials demand DC power configurations [9]. Modern TIG units provide parameter presets [9]. Technical operators adjust frequency settings for penetration control [9].
Balance settings control electrode polarity timing [9]. Higher negative settings increase heat penetration rates [9]. Parameter balance ensures display rack weld quality standards.
Laser Welding Technology Overview
Fiber laser beam technology provides concentrated energy delivery systems. The beam creates precise weld patterns through surface fusion methods. Deep weld seam capabilities suit display rack production requirements [9].
How Laser Welding Works
Laser systems generate 0.2 mm diameter focused beams [9]. Energy concentration produces narrow seam patterns, substantial depth-width ratios [9]. The precision capabilities handle high-temperature materials, superior heat conductivity specifications [9].
Laser welding provides two operation modes:
- Conduction mode: Superior surface finish quality
- Deep penetration mode: Maximum structural strength
Minimal thermal distortion results from concentrated heat application zones [9]. Production speed increases 4 to 8 times compared to standard methods [9].
Setup Requirements
Laser welding demands specific system components. Standard configurations include:
- Laser beam generators
- Beam-directing optics
- Workstation equipment [10]
System requirements include:
- Beam Delivery Components
- Fiber-optic cable systems
- Spot size control optics
- Beam quality monitors
- Safety Systems
- Laser-safe enclosure or light-tight room specifications [11]
- Interlock mechanisms
- Ventilation systems [11]
Safety barriers require laser curtain installation [11]. Warning sign placement, protective equipment standards ensure operator safety [11]. Access control systems limit authorized personnel entry [12].
Display rack production parameters include:
- Laser power settings
- Weld speed controls
- Focus optic adjustments [10]
Modern control systems maintain power density, beam focus consistency throughout operation cycles [9].
Speed and Production Output
“Laser welding operates continuously, making it 3 to 10 times faster than TIG welding, which requires frequent pauses for adjustments.” — Machine Manufacturing, Industrial equipment manufacturer and supplier
Production speed capabilities determine welding technology selection for display rack manufacturing. TIG welding systems show different output rates compared to laser welding units .
TIG Welding Production Rates
TIG welding units operate at 20-30 inches per minute speeds. Maximum production reaches 40 inches per minute [1]. Manual operation requirements demand skilled technical staff, detailed quality control procedures. Food equipment manufacturers prefer TIG systems for smooth weld requirements [1].
Laser Welding Throughput
Laser welding systems achieve 200 inches per minute production speeds [1]. Technical specifications show:
- Standard operations: 3-10 times faster than TIG systems [13]
- Half-inch materials: 15-50 times increased speed [1]
- Visible weld applications: 2-3 times faster production [1]
Single-pass operation capabilities handle half-inch thick materials. TIG systems require multiple passes, cleaning procedures between operations [1].
Real Production Examples
Manufacturing data shows significant efficiency improvements. Production time reduced from 90 minutes to 10 minutes per unit with laser systems [14]. Speed improvements result from:
- Faster welding capabilities
- Reduced cleaning requirements
High-volume production shows greater advantages. Aluminum enclosure manufacturing time decreased from 4 hours to 18 minutes [1]. Minimal soot production eliminates extensive cleaning procedures [14].
Industrial production costs show $25 per unit for traditional methods. Laser welding reduces costs to $15 per unit despite higher equipment investment [1]. Cost reduction stems from:
- Faster processing time
- Minimal post-production requirements
Enhanced Scanner Control systems provide increased acceleration rates. Production improvements maintain quality standards through precise tracking systems [15].
Quality and Strength Comparison
“With laser welding the heat input to the metal being welded is lower which means there is a smaller heat affected zone (HAZ) and the distortion of the assembly is vastly reduced making complex and accurate assembly more achievable, especially in an automated setting.” — EIT Lasertechnik, Laser technology company specializing in welding solutions
Weld quality specifications show distinct performance differences between laser and TIG welding methods. Technical analysis reveals joint strength variations, surface finish characteristics .
Joint Strength Analysis
Laser welding technology produces high-strength joint configurations. Concentrated energy delivery creates:
- Narrow weld patterns
- Deep penetration zones
- Minimal heat distortion [14]
Laser systems demonstrate superior penetration capabilities superior penetration depths compared to TIG methods [2].
TIG welding systems excel in thick metal applications [4]. Heat control systems and filler material selection produce durable connections. Heat-affected zones show broader patterns, affecting material properties [14].
Surface Finish Results
Surface quality specifications differ between welding methods. TIG welding produces “stack of dimes” patterns. Visual characteristics suit display rack joint requirements [14].
Laser welding units deliver clean weld surfaces. Post-processing requirements decrease through focused beam application [16]. Production consistency maintains quality standards across multiple units.
Common Defects
Technical challenges present specific defect patterns:
Laser Welding Defects:
- Fusion boundary porosity [17]
- Continuous welding cracks [19]
- Depth-specific undercutting [18]
TIG Welding Defects:
- Root porosity formation [18]
- Thick material penetration issues [18]
Defect prevention requires parameter control procedures. Laser systems need stable keyhole dynamics for porosity reduction [20]. TIG welding quality depends on surface preparation, parameter accuracy [6].
Quality verification uses x-ray radiography, ultrasonic testing methods [18]. Parameter adjustment procedures ensure consistent joint quality standards.
Cost Analysis for Different Volumes
Manufacturing cost factors determine welding system selection. Production volume requirements affect cost calculations directly .
Small Batch Production Costs
TIG welding systems provide economical small-scale operation capabilities. Equipment investment ranges from USD 2,000 for portable units to USD 30,000 for advanced systems [7]. Entry-level laser welders cost USD 2,500. Industrial laser units require USD 20,000 to USD 100,000 investment [21].
Small batch operations require:
- Skilled TIG operator wages
- Tungsten electrode supplies
- Filler rod materials
- Machine maintenance: 2-5% annual cost [5]
TIG systems complete single seam welds within one minute [22]. Maintenance procedures focus on consumable replacement requirements [7].
High Volume Manufacturing Expenses
Production volume increases show laser welding cost advantages. Industrial laser systems need USD 100,000 to USD 1 million initial investment [7]. Cost benefits include:
- 65% operational cost reduction [22]
- Production time decrease: 45 minutes to 2 minutes [22]
High-volume cost factors:
- Power consumption: USD 1.50 – 3.00 hourly rate (1000W units) [5]
- Maintenance costs: 10% equipment value yearly [23]
- Technical training: USD 2,000 – 5,000 per operator [5]
Return on investment calculations support laser system selection. Traditional methods cost USD 25 per unit. Laser welding reduces costs to USD 15 per unit [21]. Equipment payback period shows 2-year timeline at 50% capacity [22].
Material expenses match between systems [7]. Laser precision reduces material waste 20% [5]. Large operations benefit from waste reduction capabilities.
Training requirements show cost variations. Laser system training costs USD 5,000 – 10,000 per technician [5]. Automation reduces technique training needs [7]. TIG welding demands continuous operator development. Individual TIG training shows lower costs [23].
Setup and Training Requirements
Technical staff development procedures determine welding system implementation success. Equipment maintenance specifications require specific protocols .
Operator Training Needs
TIG welding operations demand technical expertise requirements:
- Torch position control systems
- Gas flow management
- Electrode configuration
- Temperature monitoring procedures
- Material parameter specifications [23]
Laser system training shows simplified requirements. First-day operators achieve quality weld production [14]. Training program costs range USD 1,000 to USD 5,000 per technical staff [24]. Certification requirements focus on:
- Machine operation procedures
- Safety protocol compliance
- System parameter control
Safety specifications demand strict compliance. Laser system safety requires:
- PPE equipment standards
- Enclosed operation areas
- Position control procedures
- System protocol adherence [14]
Maintenance Considerations
Equipment maintenance shows cost variations. Laser system maintenance requires:
- USD 500 – 1,500 per session
- 2-4 annual service intervals [24]
Service procedures include:
- Optical cleaning operations
- System calibration requirements
- Component replacement procedures
TIG equipment needs basic maintenance procedures. Service requirements include electrode replacement, gas system verification, torch maintenance operations [23]. Laser system contracts specify 10% annual equipment cost [23].
Emergency repair costs range USD 2,000 – 10,000 per incident [24]. Heavy production environments show increased repair frequency . Maintenance scheduling prevents equipment failure .
Regular maintenance procedures extend operational life spans. Service protocols prevent production delays. Cost reduction data shows maintenance investment benefits [24].
Real World Implementation Cases
Manufacturing data shows laser welding and TIG welding application differences. Workshop operations and factory production reveal technology performance characteristics .
Small Workshop Success Stories
Small manufacturers report USD 13,000 entry-level laser system success [8]. Technical staff master laser operations within 4 hours, producing light-gage material welds [8].
Quality Tooling and Repair data shows production improvements:
- Time reduction: 90 minutes to 10 minutes per unit [25]
- Production capability expansion:
- 1/4-inch butt joint welding
- Display rack components
- Aluminum structure units
- Specialty product lines
Metal fabrication shops report technical advantages. Material applications include tool steel repair procedures, titanium welding operations, precious metal joining systems [8].
Large Factory Experiences
Large manufacturing facilities demonstrate advanced welding capabilities. Tesla production lines utilize laser welding technology [23]. Boeing aircraft components show strength optimization, weight reduction specifications [23].
Industry sector applications include:
- Aerospace Manufacturing: Turbine blade production, fuselage section assembly [23]
- Medical Equipment: Surgical tool welding, sterile surface requirements [23]
- Electronics Production: Samsung component assembly systems [23]
Factory operations utilize combined welding technologies. TIG welding maintains construction sector applications, beam fabrication, column production requirements [23]. Food equipment manufacturers specify TIG systems for stainless steel components [23].
Automotive production data shows hybrid system benefits. Laser welding suits body frame assembly, fuel tank production. TIG welding provides custom component finishing [23].
Ti-5Al-2.5Sn alloy research shows material structure variations:
- Laser welds: Complete α′ martensitic formation
- TIG welds: Acicular α patterns, β grain martensite [3]
Technical specifications guide precision manufacturing requirements .
Technical Specifications Comparison
Performance data comparison between laser welding and TIG welding systems:
| Technical Parameter | Laser System Specifications | TIG System Specifications |
|---|---|---|
| Operation Speed | 200 inches/minute maximum | 20-30 inches/minute standard, 40 inches/minute maximum |
| Equipment Investment | USD 100,000 – 1,000,000 | USD 2,000 – 30,000 |
| Weld Characteristics | Narrow penetration, minimal heat zone | Stack pattern finish, standard heat zone |
| Production Efficiency | 90% time reduction | Standard production time |
| Technical Training | First-day operation capability | Extended skill development |
| Service Requirements | 10% annual cost, USD 500-1,500 per service | 2-5% annual cost |
| Heat Control | Minimal distortion patterns | Standard heat effects |
| Unit Production Cost | USD 15 high-volume rate | USD 25 standard rate |
| Production Application | High-volume automated systems | Small-batch custom units |
| Quality Concerns | Fusion boundary issues, thermal patterns | Root porosity, penetration limits |
| Operation Pattern | Continuous production | Interval adjustment needs |
| Post-Production | Minimal cleaning needs | Standard cleaning procedures |
Technical Analysis Summary
Technical comparison data shows specific application advantages for display rack production methods. Laser welding systems provide 10x speed increase compared to TIG welding operations. Quality specifications show consistent results, minimal thermal effects. Equipment investment requirements range USD 100,000 – 1,000,000. Production advantages include reduced unit costs, minimal post-production procedures.
TIG welding systems suit small-batch manufacturing requirements. Equipment costs range USD 2,000 – 30,000, providing entry-level operation capabilities. Technical staff produce high-quality surface patterns. Display rack joint specifications show superior visual characteristics.
Production volume determines equipment selection requirements. Large manufacturing operations benefit from:
- Automated laser system capabilities
- USD 15 unit production costs
- Reduced operation expenses
Small production units utilize TIG welding advantages:
- Lower equipment investment
- Production flexibility
- Custom manufacturing capabilities
Manufacturing technology requirements continue development patterns. Display rack production demands specific welding method selection. Technical specifications, production volumes, cost factors determine system requirements. Equipment selection affects:
- Operation efficiency standards
- Product quality specifications
- Production cost management
FAQs
Q1. How does laser welding compare to TIG welding in terms of speed? Laser welding is significantly faster, operating at speeds 3 to 10 times quicker than TIG welding. This makes laser welding particularly efficient for high-volume production of display racks.
Q2. What are the main cost differences between laser and TIG welding? Laser welding equipment is much more expensive initially, costing $100,000 to $1 million, compared to TIG welding’s $2,000 to $30,000 range. However, laser welding can reduce per-part costs in high-volume production.
Q3. Which welding method produces better quality welds for display racks? Both methods can produce high-quality welds, but they have different strengths. Laser welding creates narrow, deep welds with minimal heat distortion, while TIG welding offers the classic “stack of dimes” appearance that’s visually appealing for visible joints.
Q4. How do training requirements differ between laser and TIG welding? TIG welding requires extensive operator training and experience to master. In contrast, laser welding has a more streamlined learning curve, with operators often able to produce quality welds on their first day using modern systems.
Q5. For small-scale display rack production, which welding method is more suitable? TIG welding is generally more suitable for small-scale production due to its lower initial equipment costs and versatility. It’s particularly advantageous for custom work and smaller batches where the higher speed of laser welding may not offset its substantial upfront investment.
References
[1] – https://www.marconsolutions.com/plastics-and-pop-display-solutions-news/creating-custom-display-racks-a-comprehensive-guide\
[2] – https://www.metalstoragesystems.com/the-top-factors-to-consider-when-choosing-storage-rack-manufactures.php\
[3] – https://blingblingpackaging.com/blog/retail-pop-display-material-selection/\
[4] – https://www.madsenwire.com/blog/retail-wire-displays-selection/\
[5] – https://leader-display.com/exploring-display-rack-materials-features-functions-and-applicability/\
[6] – https://tikweld.com/blog/a-comprehensive-guide-to-tig-welding-and-tig-welding-machines/\
[7] – https://www.millerwelds.com/resources/article-library/guide-to-tig-welding-basics\
[8] – https://www.millerwelds.com/resources/article-library/tig-it-how-a-tig-welder-works-and-when-to-tig-weld\
[9] – https://www.superradiatorcoils.com/blog/tig-welding-in-manufacturing-advantages-and-tradeoffs\
[10] – https://seaberyat.com/en/tig-welding-process/\
[11] – https://www.hobartbrothers.com/resources/technical-articles/5-tips-for-understanding-aluminum-tig-filler-metals-setup-and-welding/\
[12] – https://www.trumpf.com/en_US/solutions/applications/laser-welding/\
[13] – https://www.laserfocusworld.com/industrial-laser-solutions/article/14215803/laser-welding-in-commercial-furniture-manufacturing\
[14] – https://www.thefabricator.com/thefabricator/article/automationrobotics/taking-advantage-of-laser-welding\
[15] – https://theo.inc/laser-welding-safety-setup-a-laser-welding-work-environment/\
[16] – https://www.earlbeck.com/welding-blog/laser-focus-on-safety-setting-up-your-laser-welding-workspace\
[17] – https://www.advancedmanufacturing.org/manufacturing-engineering/traditional-versus-laser-welding/article_eebebcaa-e452-11ee-ba88-d7545b7e50d3.html\
[18] – https://www.bodor.com/en/blogs/Laser-welding-vs-TIG-welding-How-is-Laser-Welding-More-Comprehensive.html\
[19] – https://cobot.systems/laser-vs-tig-welding/\
[20] – https://www.aerotech.com/press-releases/better-throughput-and-quality-for-high-precision-laser-processes/\
[21] – https://joiningtech.com/laser-welding-advantages-over-competing-methods/\
[22] – https://wattsan.com/tig-vs-laser-welding-whats-better/\
[23] – https://benchmarkabrasives.com/blogs/news/laser-welding-vs-tig-arc-welding?srsltid=AfmBOopW7bFdbHmCsbIeLS4Y3qv70QKcuJzCIb546zgDqUc9yQ78KXYf\
[24] – https://www.researchgate.net/publication/337659553_A_comparison_between_laser_and_TIG_welding_of_selective_laser_melted_AlSi10Mg\
[25] – https://www.hg-star.com/ten-common-defects-and-solutions-in-laser-welding/\
[26] – https://www.researchgate.net/publication/270574407_WELD_QUALITY_ANALYSIS_OF_TIG_LASER_AND_ELECTRON_BEAM_WELDED_SS_304_AND_316_MATERIALS_WITH_NDT_TECHNIQUES\
[27] – https://www.twi-global.com/technical-knowledge/faqs/faq-what-are-the-typical-defects-in-laser-welds\
[28] – https://sentin.ai/en/10-common-weld-defect-imperfections-discontinuities/\
[29] – https://shop.machinemfg.com/differences-between-laser-welding-and-tig-welding/\
[30] – https://baisonlaser.com/blog/how-much-does-a-laser-welder-cost/\
[31] – https://longxinlaser.com/how-much-does-a-laser-welding-machine-cost-2024/\
[32] – https://www.trumpf.com/en_US/products/machines-systems/laser-welding-systems-and-the-arc-welding-cell/welding-competence/costs-of-welding-cells/\
[33] – https://www.jqlaser.com/laser-welding-vs-tig-welding/\
[34] – https://www.maxcoolcnc.com/what-is-the-operating-cost-of-laser-welding-machines/\
[35] – https://weldingweb.com/vbb/threads/722837-Laser-welders\
[36] – https://cobot.systems/robotic-laser-welding/\
[37] – https://www.sciencedirect.com/science/article/pii/S223878541730193X